Foshan Chang Libao Packaging Machinery Co., Ltd.
Grazie per aver scelto Chang Libao Thermoforming Vacuum Packaging Machine.
Note importanti:
Precauzioni di installazione di base:
Shandong Lu Kang Food Packaging Machinery Co., Ltd. è un produttore professionista di macchine per imballaggi a vuoto. Le macchine per l'imballaggio a vuoto prodotte includono 400/2L, 400/2S, 700/2S, 800/2S, e CB-520, CB-420, CB-320 e altri modelli, con dozzine di varietà.
La serie di imballaggi a vuoto in termini di termoformi CB è stata sviluppata assorbendo la tecnologia mondiale avanzata alla fine del secolo scorso. I suoi indicatori di prestazione sono vicini o superano i livelli avanzati internazionali, renderlo un nuovo tipo di macchina per imballaggi sotto vuoto completamente automatico adatto alle condizioni nazionali della Cina. Questa macchina è adatta per l'imballaggio a vuoto di vari prodotti a base di carne, verdure, frutta, e altri alimenti. I modelli comuni di questa macchina includono CB-320, CB-420, CB-520, ecc. Modelli speciali possono anche essere personalizzati in base ai requisiti dell'utente. Il processo di lavoro della macchina è il seguente: Movimento di passo di pellicola inferiore → riscaldamento del film inferiore e termoformio → Caricamento → Copritura pellicola superiore → aspirazione e sigillatura al calore → taglio trasversale → taglio longitudinale →. L'intero processo viene controllato automaticamente da un controller programmabile (PLC). La macchina ha una struttura ragionevole, è facile da regolare, e funziona in modo affidabile. La sua efficienza di produzione è molto alta, Più volte quella delle normali macchine per l'imballaggio. Può risparmiare lavoro e ridurre i costi di produzione (Il suo costo di imballaggio è inferiore rispetto all'uso di sacchetti sotto vuoto). L'effetto l'imballaggio è aderente, Bellissimo, trasparente, e tridimensionale, che soddisfa i requisiti di imballaggio dei grandi supermercati ed è un'attrezzatura di fascia alta per le imprese su larga scala.
La struttura principale della macchina include: telaio, catena di clip del film, meccanismo di trasmissione, Top Film Installation Roller e Top Film Idler Roller, Roller del film inferiore, Film Film Idler Roller, Camera di formazione, area di carico, Camera di imballaggio a vuoto, coltello a taglio incrociato, coltello da taglio longitudinale, Sistema pneumatico, Sistema a vuoto, Sistema di controllo elettrico, ecc.
Il film in basso si sposta in avanti sotto il serraggio della catena di clip del film dotato di clip di film. La catena di clip del film realizza un preciso movimento di passo sotto l'unità della conversione di frequenza (o servo) Sistema di trasmissione. La macchina adotta i servi motori a marchio famoso straniero, controller programmabili (PLC) e controllo automatico del touch screen, che sono precisi e affidabili in controllo e semplici da operare.
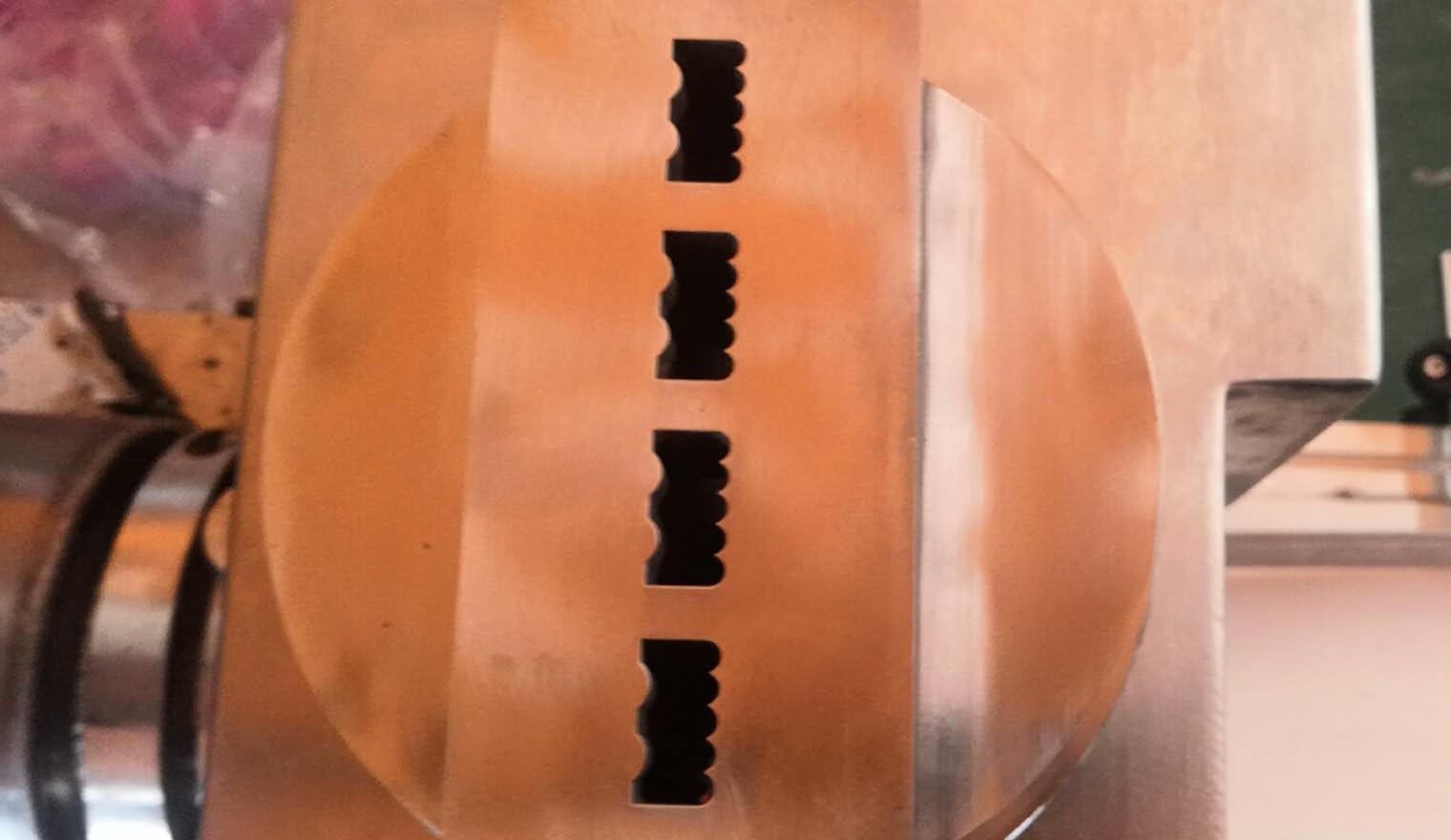
La camera di formazione è costituita da camere di lavoro superiori e inferiori e stampi per formare corrispondenti ai nuovi prodotti da confezionare. La camera di lavoro superiore è fissata al telaio da bulloni attraverso i pali della guida. La camera di lavoro superiore si sposta su e giù per il reciproco sotto l'unità del cilindro. La camera di lavoro superiore è dotata di piastre di riscaldamento e schede di isolamento termico. La temperatura del riscaldamento che forma è controllata da un controllore di temperatura (o modulo di controllo della temperatura) e una termocoppia. L'utente può impostare facilmente la temperatura di riscaldamento del pannello di temperatura. Il processo di lavoro è che la camera di lavoro più bassa passa per la prima volta alla posizione limite superiore. Dopo che le camere di lavoro superiore e inferiore sono completamente sigillate dal cuscinetto di tenuta in silicone, La piastra di riscaldamento preriscalda il film inferiore. Quindi la camera di lavoro inferiore evacua per generare una forza di trazione sul film in basso, affondando nello stampo di formazione per diventare una forma geometrica corrispondente al prodotto da confezionare. La temperatura di formazione varia a seconda della qualità, materiale, spessore, durezza del film allungato utilizzato. La temperatura di formazione ragionevole viene determinata dal test, Generalmente circa 90 ° C.. La profondità massima di disegno di questa macchina è circa 80 mm. La profondità di disegno richiesta viene regolata dalla fodera nella camera inferiore durante il funzionamento. Secondo i requisiti dell'utente, Lo stampo di formazione può essere personalizzato.
I prodotti da confezionare vengono posizionati manualmente nella cavità dello stampo inferiore nell'area di carico. L'area di caricamento ha un vettore di materiale, che è selezionato e utilizzato in base allo stampo di formazione corrispondente, che è molto semplice da inserire e utilizzare.
Quando il prodotto confezionato entra nella camera di imballaggio guidata dal film in basso, Il film in alto è automaticamente coperto, e l'aspirazione e la tenuta a calore sono completati nella camera di imballaggio sotto vuoto.
La camera di imballaggio del vuoto è composta da camere di lavoro superiori e inferiori. La camera di lavoro superiore è dotata di piastre di riscaldamento e airbag. La pressione di inflazione dell'airbag è tra 0.05 e 0,2 MPA, e il massimo non dovrebbe superare 0,25 MPA, Altrimenti verranno danneggiati l'airbag e la piastra di riscaldamento elettrico. Processo di lavoro della camera a vuoto: Quando il materiale confezionato entra nella camera di lavoro, La camera di lavoro inferiore sale alla posizione del limite superiore sotto l'unità del cilindro ed è sigillata in una con la camera superiore. Quindi l'aria nella cavità dell'imballaggio viene estratta dal sistema a vuoto, e la piastra di riscaldamento è guidata verso il basso dall'inflazione dell'airbag per riscaldare e sigillare l'area di tenuta. La temperatura di tenuta è generalmente di circa 130 ° C. Al fine di evitare che il film di imballaggio si attacca alla piastra di riscaldamento, La superficie di riscaldamento della piastra di riscaldamento è rivestita con un rivestimento di plastica antiaderente. Se la temperatura della piastra di riscaldamento è troppo alta o altra operazione impropria fa sì che si attacchi alla sporcizia in plastica del film di imballaggio, ecc., Dovrebbe essere controllato regolarmente e accuratamente spazzato via con un oggetto morbido o un panno di cotone morbido a una certa temperatura (circa 100 ° C.). Gli oggetti affilati sono severamente vietati per prevenire danni al rivestimento antiaderente.
La macchina adotta il taglio del pugno per il taglio trasversale del film di imballaggio, ed è generalmente dotato di 4 Coltelli a taglio incrociato. Il coltello a taglio incrociato è costituito da coltelli superiori e inferiori. Il coltello superiore è un datto da coltello a denti, e il coltello inferiore è una lama seghettata, che coincide con il coltello superiore muore. Il coltello inferiore è guidato verso l'alto da un cilindro, e l'autorizzazione laterale tra i coltelli superiori e inferiori dovrebbe essere ragionevole (vedere le istruzioni in seguito per la regolazione). I quattro coltelli a taglio incrociato sono controllati da valvole pneumatiche, PLC, e touchscreen. Se ci sono diverse file di prodotti nella direzione sinistra e destra in un passo o in una camera di lavoro, Quindi selezionare diverse righe di coltelli sul touchscreen. Per esempio, Se è una fila di prodotti, selezionare “Una fila di coltelli” Sul touchscreen, e se si tratta di due file di prodotti, selezionare “Due file di coltelli”, e se si tratta di tre file di prodotti, selezionare “Tre file di coltelli”…… allora il “PLC” selezionerà automaticamente i coltelli a taglio incrociato richiesti tra i 4 Coltelli a taglio incrociato.
Il coltello da taglio longitudinale della macchina adotta un coltello da taglio rotante. Il coltello da taglio longitudinale è anche costituito da coltelli superiori e inferiori. Il coltello superiore è una lama circolare rotante ad alta velocità, e il coltello inferiore è realizzato in lega di alluminio. La clearance laterale tra i coltelli superiori e inferiori dovrebbe essere ragionevole per prevenire danni alla lama e influire sull'effetto di taglio. Il numero di coltelli da taglio longitudinale è determinato dallo stampo utilizzato. Ci sono diverse linee di tenuta, e vengono utilizzati diversi coltelli.
Il sistema a vuoto della macchina è costituito da una pompa a vuoto, valvola a vuoto pneumatico, Pipeline del vuoto, e articolazioni. La macchina utilizza un originale tedesco importato “Macchina per imballaggio a vuoto Special Pump”. Secondo i requisiti dell'utente, Una pompa a vuoto con una velocità di pompaggio di 100 m3/h - 300m3/h può essere equipaggiata. Al fine di migliorare la pulizia dell'assunzione della pompa del vuoto ed estendere la durata della pompa del vuoto, La macchina è dotata di un filtro di aspirazione, che deve essere pulito regolarmente per impedirgli di bloccare e ridurre la velocità di pompaggio della pompa del vuoto.
La maggior parte delle azioni della macchina che forma la camera inferiore, Camera inferiore del vuoto, coltello inferiore a taglio incrociato, sigillatura ad alta pressione, Top Film Braking, e la stampa di date è realizzata dalle valvole del solenoide, cilindri, e sistemi d'aria compressi. Perciò, Gli utenti devono avere una stazione aerea compressa o un compressore d'aria di riserva con un volume di alimentazione non inferiore a 0,5 m3/min. Al fine di garantire il funzionamento sicuro e normale a lungo termine dell'attrezzatura, Il sistema di condutture dell'aria compressa dell'utente deve essere dotato di un separatore di acqua olio corrispondente. Si noti che il separatore di acqua olio equipaggiata dall'utente e il separatore di acqua olio installata sulla macchina deve drenare l'acqua ogni turno. Presta più attenzione a questo punto in ambienti di lavoro umidi, e aumentare il numero di scarichi d'acqua se necessario.
La macchina utilizza 50Hz, 380A alimentazione a cinque fili trifase, filo trifase un filo neutro con un filo di terra. Quando il filo neutro del filo di fase è collegato alla macchina, dovrebbe corrispondere a uno a uno. Il filo neutro e il filo di fase non possono essere collegati in modo errato. Dopo un'attenta verifica, La macchina può essere accesa, Altrimenti gli apparecchi elettrici a 220 V della macchina saranno bruciati da alta tensione! Presta attenzione a questo punto, e quindi verificare la rotazione in avanti e inversa del motore. Finalmente, Dopo aver verificato che non vi è alcun errore, La macchina può essere accesa e funzionare normalmente. I componenti principali utilizzati e la modalità di alimentazione sono: Il controller principale PLC richiede un alimentatore DC 24V, e la potenza CC a 24 V è fornita dall'alimentazione di commutazione nella scatola elettrica. Il sistema di controllo di Stepping adotta i servi motori importati all'estero, che sono precisi, stabile, e facile da usare.
L'interfaccia umana-macchina adotta touch screen marchi famosi stranieri, 24V DC Alimentatore. Presta attenzione a non invertire il “+” E “-” Terminali dell'estremità di input di alimentazione da 24 V CC durante la manutenzione, Altrimenti potrebbe causare danni al touchscreen. Regolazione dei parametri sul touchscreen: Il tempo di aspirazione può essere regolato arbitrariamente in base alle esigenze, generalmente 3-15 Secondi. Il tempo di preriscaldamento è generalmente impostato su 3-6 Secondi. Il tempo di stretching è 2 Secondi. Il tempo di sfiato non è generalmente inferiore a 1.0 secondo. Quando si regola il touchscreen, Non usare troppa forza. Appena “tocco” per prevenire danni allo schermo e causare gravi perdite (Il touchscreen è costosa apparecchiatura elettronica).
Parte di controllo della temperatura di riscaldamento: Le piastre di riscaldamento elettriche sono installate rispettivamente nella camera di formazione e nella camera del vuoto, 220V AC Alimentatore monofase, e termocoppie integrate. Il temperatura di temperatura è “Omron” Modulo di controllo della temperatura, e il display e il controllo della temperatura sono semplici, conveniente, e intuitivo sul touchscreen.
C'è un interruttore di sicurezza sotto il coperchio del coltello a taglio incrociato della macchina. L'alimentazione è a bassa tensione 24 V DC. Quando il coperchio del coltello non è installato o la posizione di installazione non è corretta, non può muoversi, E la macchina non può funzionare, in modo da svolgere un ruolo di protezione della sicurezza, che può impedire accidentalmente mettere le mani sotto il coltello ed evitare incidenti con lesioni personali. Perciò, Gli utenti non devono cambiare arbitrariamente questa funzione o introdurre accidentalmente elettricità ad alta tensione nella scatola elettrica attraverso l'interruttore, che danneggerà le apparecchiature elettroniche utilizzando l'alimentazione a 24 V e causerà danni alla macchina.
| Lunghezza della macchina | Circa 5.94 metri |
| Larghezza della macchina | 910 mm |
| Altezza della macchina | 1.85 metri |
| Peso netto della macchina | ≥1780 kg |
| Larghezza del film superiore | 393 mm |
| Larghezza del film inferiore | 422 mm |
| Peso netto del rotolo di pellicola superiore e inferiore | ≤20 kg |
| Volume della camera di lavoro | 374× 370 × 100mm (La dimensione effettiva varia a seconda delle specifiche) |
| Velocità di pompaggio del vuoto | 100-200 M3/H |
| Il più alto grado di vuoto | ≥50pa |
| Pressione dell'aria compressa | ≥0,6 MPa |
| Alimentazione elettrica | 380V AC 50Hz, Sistema a cinque fili trifase |
| Potenza media | 7.8chilowatt |
| Potenza di punta | 12chilowatt |
| Tasso di imballaggio | ≥4 volte/minuto |
Nota: Ci sono cuscinetti speciali nelle posizioni del foro di aspirazione nella camera inferiore, Non usarli errati per evitare che i fori di aspirazione vengano bloccati, causando la mancata allungamento o lo stretching incompleto!
Questo fenomeno è principalmente causato dall'offset causato dall'allenamento del dado di fissaggio del coltello a taglio incrociato. È necessario riprogrammare e regolare il sigillo di imballaggio corrispondente, e quindi serrare il dado di fissaggio.
Se il coltello da taglio longitudinale non può tagliare o non si verifica, Le ragioni sono: (1) Il bordo della lama è passionato o il bordo è arrotolato e scheggiato, e deve essere rimosso per la riparazione o la sostituzione; (2) La clearance tra i coltelli superiore e inferiore è troppo grande, La vite di fissaggio del supporto della lama deve essere allentata, Regola il gioco a circa 0.3-0.1 mm, e quindi serrare la vite di fissaggio.
Dopo che la macchina è stata utilizzata per un periodo di tempo, La catena può liberarsi, Far cadere l'apertura della clip del film troppo piccola per bloccare il film o la clip del film, e deve essere regolato e sostituito in tempo.
Ci sono bulloni di tensioning a catena sul lato destro della macchina. Usa una chiave per girare uniformemente i bulloni su entrambi i lati in senso orario per alcuni giri in tensione della catena, Ma non stringere troppo per prevenire danni alla catena e parti correlate. Se questo aggiustamento non può soddisfare i requisiti di tensione, È possibile rimuovere un collegamento a catena dal giunto a catena.
Se ci sono clip per film danneggiati, Dovrebbero essere rimossi e nuovi installati in tempo. Se il numero è piccolo, È possibile sostituirli direttamente con pinze appuntite senza smontare la catena sulla macchina.
Il rotolo di film in alto e il rotolo di pellicola inferiore sono installati manualmente sull'albero del rullo di pellicola inferiore e sull'albero del rotolo di pellicola superiore rispettivamente, e sono bloccati tra i due deflettori all'estremità inferiore del collegamento di pressione del film. La direzione di installazione del film in alto è generalmente in senso antiorario nella direzione tortuosa del film, E il film in basso è in senso orario (Vedi immagine allegata). Quando inizi a lavorare con un nuovo fascio di film, Presta attenzione al fatto che il film scappa e fa sì che il film inferiore sia bloccato in modo non uniforme su entrambi i lati della catena di clip del film o un lato non è bloccato, causando il processo di non essere in grado di procedere o il film in alto copre completamente la camera del vuoto inferiore, non causando vuoto. In questo momento, Le posizioni anteriori e posteriori del rotolo di pellicola devono essere regolate. Il metodo è: Sul raggio di supporto del link sopra il film in alto, C'è una maniglia di regolazione sottile all'estrema destra del telaio, che viene utilizzato per mettere a punto la deflessione del film. Quando la maniglia viene oscillata in senso orario, Il rotolo del film si sposta verso la parte posteriore della macchina, e viceversa, Si muove verso la parte anteriore della macchina. Regola lentamente fino a quando i requisiti di lavoro non vengono soddisfatti.
Se scopri che il sigillo non è buono, o il diploma di vuoto non è buono per motivi sconosciuti, o la formazione non è buona, Dovresti verificare se la striscia di tenuta è danneggiata o invecchiata, o l'articolazione non è stretto, E il divario è troppo grande. Se è danneggiato, deve essere sostituito in tempo. Se l'articolazione è troppo grande, Dovrebbe essere reinstallato, oppure l'articolazione deve essere legata e sigillata con silicone di alta qualità.
Il sistema di posizionamento fotoelettrico è costituito da un interruttore fotoelettrico, una valvola di regolazione della pressione, una valvola a solenoide pneumatica, e un freno, ed è controllato da a “PLC”. Quando si utilizza un film di copertina stampato a colori, viene utilizzato per posizionare il film a colori in modo che corrisponda accuratamente al film in basso e non scappa. Altrimenti, Il modello sarà compensato sulla confezione, che non soddisferà i requisiti per l'uso.
Il film a colori usa il principio: Il film in basso avanza accuratamente in modo graduale sotto il controllo del sistema. Il film di copertina del colore corrispondente, senza essere controllato, Si sposta gradualmente dal centro di imballaggio dopo un periodo di tempo a causa del proprio allungamento e dell'accuratezza della stampa, rendendolo inutilizzabile. Perciò, Il movimento del film a colori deve essere controllato. Se un segno di colore è stampato sulla linea centrale di ogni due posizioni di lavoro adiacenti nel film a colori (Questa macchina utilizza un segno di colore nero 14 × 6mm), Quando l'interruttore fotoelettrico rileva questo segno di colore, Il sistema di frenatura frena e posiziona il film di copertina, ed è controllato dal “PLC” Sincronizzare con il movimento del film in basso, in modo che i requisiti di imballaggio possano essere soddisfatti. La macchina ha un passo di 394 mm, e la distanza di stampa del segno del colore è compresa tra 392-393,5 mm, Stampato sulla striscia di tenuta nel mezzo di ogni campo adiacente. L'immagine allegata sotto mostra le posizioni di stampa del segno di colore per 9 pacchetti con una lunghezza del passo di 394 mm.
[Immagine: Posizioni di stampa del segno a colori]
Sistema di posizionamento fotoelettrico Utilizzare passaggi di regolazione:
Nota: Durante il processo di lavoro, Presta attenzione a non toccare il film a colori per impedire l'interruttore fotoelettrico dal malfunzionamento, che può portare al fallimento della pellicola a colori.. Quando non usi pellicole a colori e passa a film leggeri, regolare il touchscreen su “Selezione di film leggeri” stato. (Nota: Il percorso di camminata del punto focale dell'interruttore fotoelettrico, questo è, Il colore dell'area di tenuta deve essere un singolo colore.
1. Tubo di fusibile (1UN) 2. Striscia di tenuta 3. Striscia di tenuta della muffa 4. Striscia in silicone a taglio incrociato
Appendice: Parametri della valvola di regolazione della pressione interna della macchina
| Nome | Posizione | Funzione | Valore MPA |
|---|---|---|---|
| Valvola di pressione di tenuta | Middle of Electrical Box | Regolazione della pressione di tenuta | 0.1-0.2 |
| Valvola di frenatura del film di copertura | Lato sinistro della scatola elettrica | Cover Regolazione della pressione di frenatura del film | 0.25-0.4 |
| Valvola dell'albero di espansione dell'aria del film di copertura | Lato destro della scatola elettrica | Regolazione della pressione dell'airbag dell'espansione dell'aria | 0.35-0.5 |
| Valvola dell'albero di espansione dell'aria del film inferiore | Fine posteriore all'interno della macchina | Regolazione della pressione dell'airbag dell'espansione dell'aria | 0.35-0.5 |
| Valvola di preriscaldamento del film inferiore | Posteriore a sinistra 3 All'interno della macchina | Regolazione della pressione di riscaldamento del film inferiore | 0.05-0.08 |
Serie CB Passaggi di funzionamento di base per imballaggi sotto vuoto